


1. Введение.
Рассматриваемый метод и предложения по технической реализации могут быть полезны в металлургическом производстве для измерения толщины листового проката, в частности, алюминиевого проката.
В настоящее время широко используется рентгеновский метод измерения толщины горячекатаного алюминиевого листа в непрерывном технологическом процессе. От величины измерения зависит усилие, приложенное к прокатному валу для получения необходимой толщины листа.
Рентгеновский метод измерения имеет такие недостатки, как: высокая стоимость и громоздкость оборудования, износ и появление нестабильности в измерениях, высокое энергопотребление, дорогостоящее техническое обслуживание и ремонт.
Предлагаемый метод основан на дифференциальном измерении с помощью двух лазерных датчиков перемещения. Лазерные датчики призваны исключить недостатки рентгеновского метода и обеспечить устойчивые и надежные измерения с высокой точностью.
2. Принцип действия.
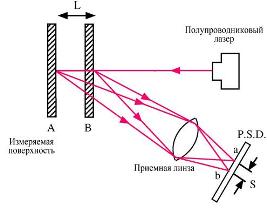
Лазерный датчик перемещения использует метод «оптической триангуляции», где линейное перемещение объекта L влечет перемещение пятна проекции отраженного луча S на фоточувствительной поверхности. От места положения луча на фоточувствительной поверхности зависит величина выходного сигнала датчика.
В высокоточных и быстродействующих датчиках перемещения в качестве фоточувствительной поверхности используются матрицы и линейки КМОП и ПЗС.
Источником излучения служит полупроводниковый лазер (диод) с длиной волны – 650нм.

Измерение толщины полос или листовых материалов производится с помощью двух датчиков перемещения.
Датчики располагаются напротив друг друга, на фиксированном расстоянии, сверху и снизу измеряемого материала.
Вычисление толщины производится по формуле: T=K-A-B,
где K – расстояние между датчиками.
Расстояние K вычисляется после установки датчиков путем помещения между датчиками эталонной пластины (образца): K=T+A+B где A и B – измерения датчиков.
Метод из двух датчиков обеспечивает точное измерение толщины проката в непрерывном процессе, не смотря на колебания измеряемой поверхности.
3. Лазерные датчики перемещения в условиях производства.

Оба лазерных датчика помещаются в специальные металлические (алюминиевые) корпуса, которые устанавливаются на стальной скобе (по примеру рентгеновской скобы), так чтобы лучи были направлен друг на друга, а оптические оси лучей совмещены. Удаление датчиков друг от друга зависит от модели датчиков и их фокусных расстояний. Удаление каждого датчика от поверхности листа должно быть равным его фокусному расстоянию для обеспечения наибольшей точности измерений, при этом мощность лазерного луча должна обеспечивать достаточную интенсивность при отражении и гарантировать надежное измерение в условиях масляного тумана и загрязненного окна.

Алюминиевый корпус (кожух) необходим для обеспечения нормальной работы и защиты датчика вблизи горячего листа. Кожух оборудован внутренними каналами для воздушного охлаждения (кожух должен быть оснащен фитингом для подвода сжатого воздуха от промышленной сети или компрессора 5-8 атм).
В каналах происходит расширение сжатого воздуха и охлаждение. Пройдя по каналам охлаждения, воздух покидает кожух через плоское сопло, направляющее поток вдоль окна датчика для отсекания масла и эмульсии.
Кожух крепится к скобе через термоизоляционную платформу из термостойкого пластика.
Процесс измерения толщины с помощью лазерных датчиков может быть построен по примеру рентгеновского метода, когда измеритель-скоба периодически «накатывается» на лист при непрерывной прокатке и производит замеры в одной или нескольких точках по ширине листа.
Калибровка двух датчиков (установка параметра K) производится по эталону (эталонной пластине толщиной T). Для обеспечения стабильности и точности, калибровку необходимо производить в каждом цикле измерения путем наведения измерителя сначала на эталон, затем на лист; программа обработки электрических сигналов и расчета толщины сначала устанавливает значение K через базу T – калибровка, затем производит расчет T через базу K – измерения.

Калибровка в каждом цикле позволяет установить базу измерений с учетом температурного дрейфа лазерных датчиков.
4 . Датчики, технические характеристики.
С целью достижения оптимального отношения «цена-качество», измеритель толщины можно построить на основе двух, относительно недорогих, лазерных датчиках перемещения OPTEX-FA серии CD1.
Датчики серии CD1 являются самодостаточными, не требуют дополнительных контроллеров, снабжены выходами: дискретным PNP или NPN, аналоговым 4…20мА..
Датчики серии CD1 обладают максимальной мощностью лазерного луча – 3.3мВт.
С учетом условий измерения, в т.ч. оговоренных в п.3, применяются датчики модели CD1-130N/P:
- Измеряемый диапазон — 130±50мм. (фокус – 130мм., измерение – 100мм.);
- Разрешающая способность – 20 микрон;
- Выход – 4…20мА.
(Подробные характеристики см. в каталоге «Датчики перемещения OPTEX-FA»).
Датчик в защитном/охлаждающем кожухе обеспечивает следующие характеристики:
- Температура окружающей среды – до +250оС в течении не менее 80 сек.;
- Быстродействие – 100мс.;
- Потребление сжатого воздуха при 5-8 атм. – не более 4 литр/сек.
Величины измерений A и B снимаются с аналоговых выходов датчиков.




